
For decades, plant networks operated as isolated environments where machines performed their functions independently and data rarely traveled beyond the production line. These networks were designed for reliability and determinism, not for data accessibility or enterprise connectivity. Systems like ControlNet and DeviceNet allowed engineers to connect PLCs, HMIs, and drives efficiently within a cell, but they remained closed ecosystems. There was no real expectation for the control layer to share information with supervisory systems, nor for production data to reach business platforms like MES or ERP. Today, that world no longer exists. The modern plant is moving toward fully connected industrial architectures where data, control, and business decisions converge on the same network infrastructure.
This transformation introduces both new capabilities and new challenges. Legacy systems were stable but limited. Modern Ethernet-based architectures, using protocols such as Ethernet IP and Profinet, have broken down silos and opened the door to real-time visibility across manufacturing operations. They enable teams to monitor asset health, trace product quality, and align production schedules with corporate systems. However, this level of connectivity comes at a cost. It requires careful design to prevent latency, maintain safety integrity, and ensure that data moves securely from the plant floor to the enterprise. In other words, reliability now depends as much on your network configuration as it does on your PLC logic.
For engineers, this shift represents a major evolution in required skill sets. Understanding OT networking is no longer a specialized task reserved for system integrators or IT professionals. It is a core discipline for anyone involved in automation, maintenance, or digital transformation. Every connection between a PLC, VFD, or SCADA node involves IP addressing, subnetting, and switch configuration that must align with the plant’s architecture. When networks are misconfigured, production issues that once seemed mechanical can now originate from dropped packets, broadcast storms, or unmanaged switch loops. For plant managers and decision-makers, this knowledge gap can translate directly into downtime and missed improvement opportunities.
For leadership teams, the transition from legacy networks to Ethernet connectivity is equally significant. It introduces a new layer of complexity but also a tremendous opportunity. When networks are designed intentionally, they become a strategic asset that enables modernization. They allow the deployment of MES, historian, and AI systems without disruptive rework. They also strengthen cybersecurity by making segmentation and access control possible. In short, a well-structured network is the foundation of every successful modernization initiative. For an overview of how this architecture supports modernization and risk management, you can explore Joltek’s Control System Modernization Strategy.
Ultimately, the move from ControlNet and DeviceNet to Ethernet is not simply a technological upgrade. It represents a change in how factories operate, how teams collaborate, and how business value is created from production data. The plants that succeed in this transition will be those that treat their network as part of their core infrastructure, train their teams to understand its principles, and invest in continuous improvement of their OT systems.

For many years, manufacturing networks were built around isolation. Each production cell was its own self-contained system, with PLCs, HMIs, and VFDs communicating through proprietary fieldbuses such as ControlNet, DeviceNet, and DH+. These networks were intentionally closed off from the rest of the plant. Their main purpose was to ensure deterministic communication between devices on the same line without external interference. The logic was simple: if every signal followed a predictable and fixed path, production would run without interruption. This design philosophy prioritized stability over flexibility, and for its time, it worked exceptionally well.
ControlNet and DeviceNet were designed to handle cyclical data exchange at very predictable intervals. Engineers could rely on these networks to execute commands with precise timing. Maintenance teams knew where every cable terminated, and control engineers could troubleshoot signal flow with straightforward tools. The network existed to serve the control system and nothing more. It was a world where uptime depended on physical reliability rather than digital integration.
However, that same simplicity has now become a major limitation. The rise of analytics, data historians, and MES systems has created a demand for plant-wide data access that proprietary protocols cannot support. DeviceNet and ControlNet operate as isolated ecosystems that make it extremely difficult to extract granular data from drives, sensors, or controllers. Even simple diagnostics often require specialized software and physical access to the device. As these technologies age, vendors have also reduced or discontinued support, leaving plants dependent on legacy hardware with no future path for integration. The result is a widening gap between what modern systems can achieve and what older networks allow. The lack of connectivity and visibility in legacy architectures has become one of the greatest barriers to digital transformation in manufacturing.
The industry’s answer to these challenges has been the steady adoption of Ethernet-based communication. Modern devices now ship with Ethernet IP or Profinet ports as standard, enabling them to integrate directly into a plant’s broader network infrastructure. This evolution mirrors what happened in the IT world decades ago, where interoperability and accessibility became non-negotiable. Ethernet allows engineers to access any networked device through common tools, retrieve diagnostic data in real time, and build systems that communicate across multiple layers of production.
Ethernet-based systems have fundamentally changed how control architectures are designed. Instead of isolated fieldbuses, equipment is now connected through managed switches that distribute traffic efficiently between PLCs, drives, and HMIs. Topologies such as star and ring are used strategically depending on redundancy and reliability needs. A star topology provides a simple and scalable structure where all devices connect to a central switch. A ring topology, often implemented using Device Level Ring (DLR), adds resilience by allowing communication to continue even if one link fails. Understanding how these topologies affect latency and data flow is essential for designing networks that can handle motion control, safety, and SCADA data simultaneously.
Managed switches have effectively replaced the backplanes of legacy systems. They provide engineers with visibility into every port, allow configuration of VLANs and Quality of Service (QoS) settings, and make it possible to prioritize critical traffic. When properly designed, this architecture supports predictive maintenance, centralized monitoring, and seamless integration with MES and ERP platforms. In many facilities, the migration to Ethernet has been the first and most impactful step toward modernization. For a detailed overview of how this process fits within a broader modernization strategy, you can explore Joltek’s Control System Modernization Strategy.
This transition has redefined the role of networking in manufacturing. What was once a purely physical connection between devices has become a strategic layer of plant infrastructure. Ethernet is not only a transport medium for control signals but also the backbone of every data-driven initiative. As plants continue to evolve, the ability to design, manage, and secure these networks will determine how successfully they can adapt to the future of connected manufacturing.
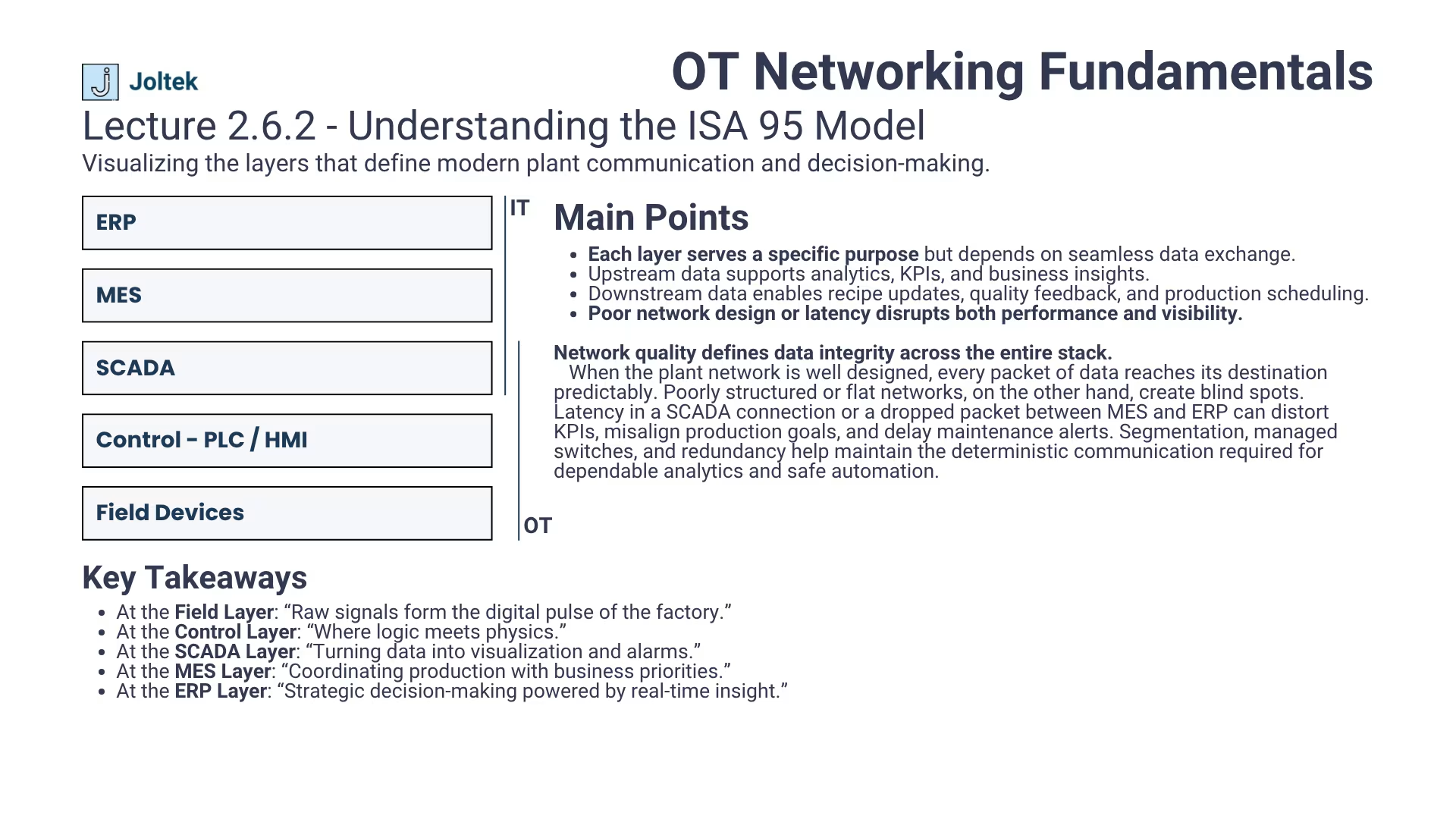
In every modern manufacturing environment, data has become the link that connects physical production to business performance. The ISA 95 model helps visualize this connection by showing how information moves between five key layers: Field, Control, SCADA, MES, and ERP. Each layer has its own purpose, but they only create value when they communicate seamlessly. The field layer collects signals from sensors, drives, and actuators. The control layer uses PLCs and HMIs to translate those signals into logic that runs the process. SCADA systems sit above this layer to collect and visualize information across machines and production lines, providing operators with visibility into trends, alarms, and process states. MES systems then take that data and turn it into insights about performance, traceability, and efficiency. Finally, ERP systems connect manufacturing data to the broader business, influencing purchasing, scheduling, and finance.
The ISA 95 hierarchy is simple in theory, yet executing it successfully depends on the quality of the network connecting these systems. When an OT network is poorly designed, data that should flow effortlessly between layers becomes delayed, inconsistent, or incomplete. A small latency or packet loss between SCADA and MES can distort production metrics and create a misleading picture of plant performance. The reliability of decision making in a connected facility now depends directly on the stability and structure of its network.
Another defining change in modern architecture is that data no longer flows in one direction. In the past, information moved primarily from the plant floor upward to business systems. Today, it moves in both directions. Upstream data provides visibility for analytics, dashboards, and performance indicators. Downstream data allows business systems to send instructions back to the production floor, including recipe updates, order details, and quality parameters. This two way exchange transforms a traditional production line into an adaptive system where decisions are made continuously based on real time information.
As more companies deploy MES and data analytics tools, the quality and consistency of this data flow become critical. Reliable network design ensures that when a variable changes on the shop floor, that information is immediately available across the organization. When a fault occurs, diagnostic data reaches the right people instantly. When a production order starts, ERP instructions synchronize automatically with the control layer. The ISA 95 model is no longer an abstract reference; it is the framework that defines how modern connectivity must function in practice.
For manufacturing leaders, the performance of a plant network is now a key measure of operational maturity. A well designed network allows teams to operate faster, more efficiently, and with fewer disruptions. It provides leadership with accurate, real time insights into every layer of production. When data moves seamlessly between systems, decision makers can see exactly how downtime, quality issues, or equipment health affect financial performance. This clarity enables them to invest strategically rather than reactively.
Better connectivity also drives predictive maintenance and operational agility. Maintenance teams can anticipate equipment failures before they occur by analyzing vibration data, cycle counts, or energy consumption. Operations managers can track production progress live and make immediate adjustments. Finance and scheduling teams can evaluate plant efficiency in real time instead of waiting for weekly reports. By connecting data from every level, a plant moves from simply recording events to predicting and optimizing outcomes.
Leadership that understands OT architecture can make more informed choices about modernization and risk. Awareness of concepts like segmentation, VLANs, and managed switching helps leaders grasp the importance of cybersecurity and system reliability. Flat networks that expose every device to the same risks are no longer acceptable. Properly segmented architectures reduce the impact of failures, improve uptime, and protect critical assets from external threats.
Connectivity is at the core of every digital transformation effort. It is not only about installing sensors or deploying analytics software but about ensuring that information can move freely and securely from one system to another. Network design and literacy are therefore strategic imperatives. They shape how efficiently data flows, how quickly teams can respond, and how resilient a facility remains in the face of change. For more insight into how connectivity enables true transformation, you can explore Joltek’s Digital Transformation in Manufacturing.
In the end, network literacy allows leadership to see the plant as a single, living ecosystem. Every data packet, every device, and every connection contributes to the collective intelligence of the operation. Understanding how these systems work together is what allows manufacturers to compete with precision, reliability, and confidence in a data driven world.
One of the most important transitions taking place on the plant floor is the shift from dedicated motion networks to Ethernet based communication. A clear example can be seen in how Rockwell Automation’s Kinetix SERCOS drives have evolved into newer PowerFlex and Kinetix models that use Ethernet IP. For many years, SERCOS networks set the standard for precision motion by using fiber optic loops that ensured deterministic communication between the PLC and servo drives. These systems were ideal for applications requiring perfect synchronization such as packaging lines, robotics, or coordinated conveyor systems where even a few milliseconds of delay could cause misalignment.
Over time, however, manufacturers realized that isolated networks limited flexibility. Maintenance teams wanted direct access to drive diagnostics. Controls engineers wanted to connect drives across multiple systems. Business leaders wanted real time data about equipment performance and energy use. Ethernet IP made this possible. It allowed motion control to run over standard Ethernet infrastructure without losing precision or reliability. Improvements in processor speed and network management have made it possible to achieve the same deterministic behavior once reserved for specialized networks.
This change has made motion systems easier to integrate, easier to maintain, and far more transparent. Engineers can now monitor servo performance in real time, share data between controllers, and diagnose faults from anywhere in the network. Multiple controllers can communicate with shared motion devices while maintaining synchronized operation. Ethernet based motion systems have made high precision control part of a plant’s connected ecosystem rather than a separate domain.
Designing these systems, however, requires careful attention to network architecture. Motion traffic must be prioritized to maintain timing accuracy. Engineers need to assign IP addresses logically, manage bandwidth carefully, and isolate high speed control from less critical data. Managed switches allow Quality of Service rules that prioritize motion packets while separating them from general network communication. Segmentation also ensures that motion data does not compete with traffic from SCADA or enterprise systems. When these principles are followed, Ethernet based motion delivers both the precision of legacy networks and the flexibility of modern architectures.
The same trend is now transforming safety systems. In the past, machine safety relied entirely on hardwired circuits with relays, contactors, and emergency stop devices connected point to point. Each safety zone had to be wired individually and any modification required physical rewiring and retesting. Modern manufacturing systems increasingly use safety PLCs and networked safety devices that communicate over Ethernet IP or Profinet. These systems maintain the same reliability required by safety standards while dramatically improving flexibility and maintainability.
Ethernet based safety brings significant benefits to plant operations. Wiring is greatly reduced, commissioning is faster, and diagnostics are centralized. A single safety PLC can supervise multiple zones throughout the facility, and each connected device can report its state in real time. Operators can see directly on an HMI which light curtain or interlock was triggered, and maintenance teams can resolve issues in minutes instead of hours. For engineers, software based configuration makes it easier to update logic, add new devices, or modify system behavior without extensive hardware changes. Networked safety turns protection systems from static wiring diagrams into intelligent, data rich layers of control.
At the same time, this technology demands careful engineering discipline. Safety communication now depends on the health and reliability of the network. A poorly designed or overloaded network can compromise the timing of critical safety messages. Determinism and redundancy become essential. Dual channel verification ensures that each safety command is validated by independent paths, and redundant connections allow communication to continue even if a link or switch fails. Managed switches must be configured to give safety traffic top priority and to isolate it from general automation data.
When designed correctly, Ethernet based safety provides the same dependability as traditional hardwired circuits while enabling the intelligence and scalability expected from connected systems. It supports faster troubleshooting, simpler expansion, and stronger alignment between engineering, maintenance, and safety teams. To learn more about how modern safety design supports both reliability and operational performance, you can explore Joltek’s Safety in Industrial Automation and Manufacturing.
These advancements in drives, motion, and safety represent a larger shift in the philosophy of industrial control. The plant network has become the foundation for both precision and protection. Understanding how to design, monitor, and maintain these connected systems is now an essential skill for every modern manufacturer.

For many years, industrial networks could function adequately with simple unmanaged switches. They were easy to use, required no configuration, and allowed devices such as PLCs, HMIs, and drives to communicate as long as they shared the same subnet. In small, isolated systems, this simplicity was a strength. But as plants have grown more connected, that same simplicity has become a liability. Unmanaged switches treat all network traffic equally, which means they cannot prioritize time critical data or identify communication problems. Once a facility adds multiple machines, higher level systems, and cross departmental data flow, unmanaged switches begin to expose weaknesses that directly affect production.
A managed switch, by contrast, gives engineers the ability to see and control what happens across the network. It allows configuration of each port, the monitoring of traffic, and the use of advanced features that keep communication stable and predictable. Managed switches are no longer an optional upgrade; they are the foundation of reliable industrial communication.
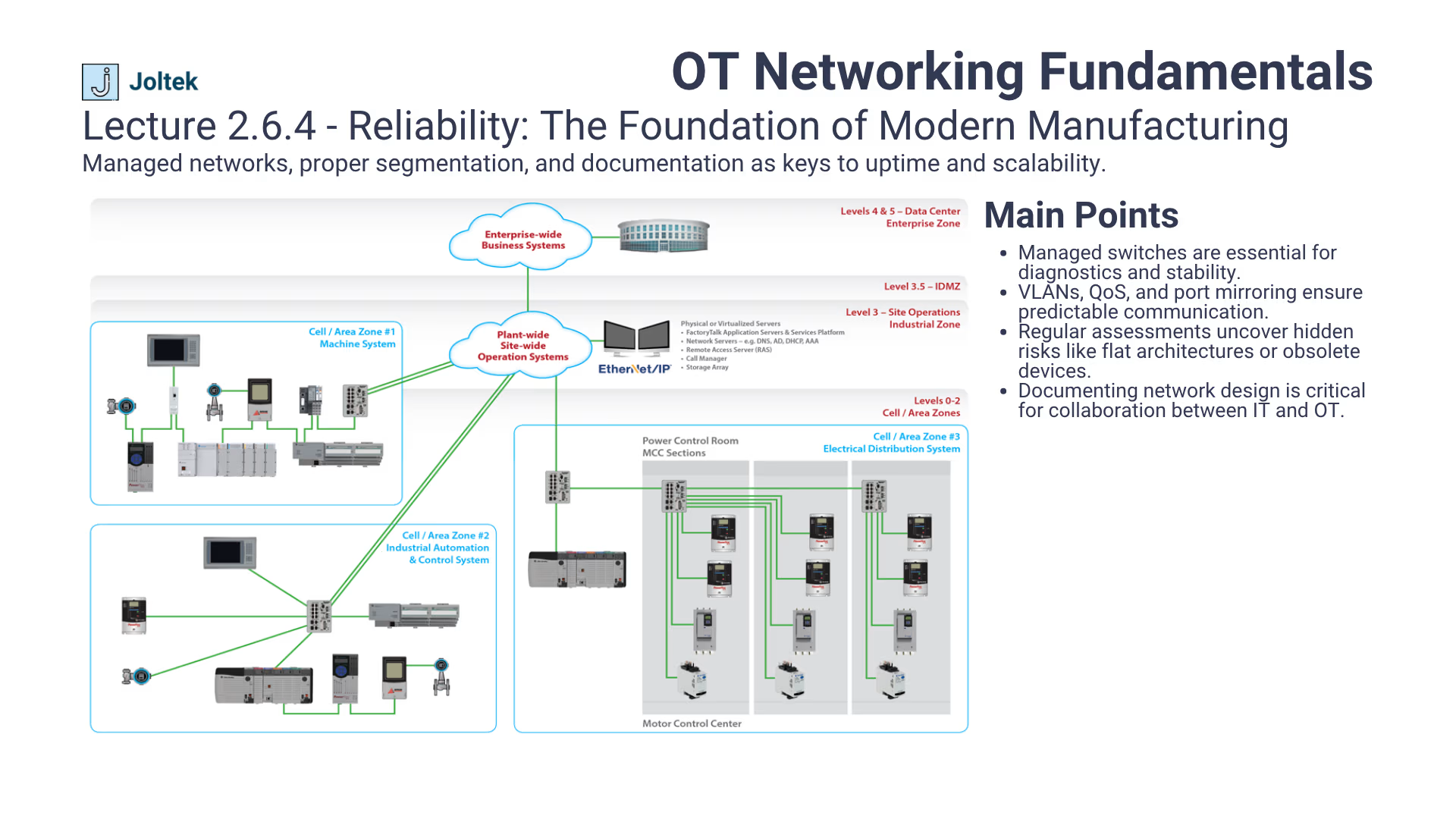
Modern switches offer a wide range of features designed to improve both visibility and resilience. VLANs allow engineers to separate different types of traffic, ensuring that motion control, SCADA communication, and camera streams operate independently. Quality of Service, or QoS, prioritizes essential data packets so that time sensitive control messages are always delivered first. Port mirroring enables engineers to duplicate network traffic for diagnostics and troubleshooting using tools such as Wireshark. Many industrial grade switches also include real time diagnostics that alert users to dropped packets, link failures, or unusual broadcast traffic.
In Joltek’s OT Networking curriculum, topics such as Network Address Translation, VLAN segmentation, and trunking are introduced as essential tools for structuring plant networks effectively. NAT allows integration between isolated systems without compromising security. VLAN segmentation helps define clear boundaries between production areas, making it easier to manage large installations. Trunking enables multiple VLANs to share a single physical link, which simplifies cabling while maintaining logical separation. These are not purely theoretical concepts. They are practical techniques that engineers must master to design, maintain, and troubleshoot networks that can support both current operations and future expansion.
Managed switches also help bridge the gap between IT and OT by creating a language that both sides understand. They allow network administrators to apply security policies, monitor performance, and integrate the plant floor with higher level systems while maintaining the determinism required by industrial automation. As more devices become Ethernet enabled, this shared visibility becomes essential. It allows collaboration across departments while preserving the operational stability that production environments demand.
A reliable OT network begins with awareness. Many manufacturers still operate with flat, undocumented architectures where every device shares the same network segment. This design is simple to maintain in the short term, but it creates major risks as systems evolve. A single broadcast storm, firmware incompatibility, or IP conflict can cause large scale downtime that is difficult to trace. Joltek’s Plant Systems Health Assessment has revealed that flat networks, outdated firmware, and lack of documentation are among the most common weaknesses found in manufacturing facilities today. These issues often remain hidden until a failure occurs, forcing teams to react under pressure rather than plan with foresight.
A future proof network strategy starts with assessment. By conducting a detailed review of switches, cabling, and connected devices, engineers can identify single points of failure and define the level of segmentation needed for each process area. This documentation not only helps with troubleshooting but also enables better alignment between plant engineers, IT departments, and external partners. A well documented and segmented network is one of the most effective ways to increase uptime and reduce cybersecurity exposure.
Once visibility is established, the next step is continuous improvement. Firmware updates should be planned and tracked. Switch configurations should be backed up and stored securely. Devices should be labeled with their IP addresses and functions. These simple steps create a culture of accountability and reliability within engineering teams. When a new system or production line is added, network design principles must be applied consistently to ensure scalability.
True modernization is not about replacing every piece of equipment but about building a structure that can evolve. A well designed OT network allows a manufacturer to integrate new technologies such as edge computing, MES platforms, and AI analytics without overhauling the foundation. It also supports secure remote access and better system diagnostics, making maintenance faster and safer.
In practice, this means treating network design as an engineering discipline rather than an afterthought. It requires leadership support, cross departmental communication, and ongoing education. When engineers understand how to plan, configure, and manage their networks, they gain control over the very infrastructure that drives reliability and performance.
Reliable networks are not built overnight. They are the result of consistent attention to detail, proper documentation, and a shared commitment to long term improvement. By combining assessments, structured design, and collaboration, manufacturers can create communication systems that not only support current production but also prepare them for the connected future of industrial operations.
Manufacturing has entered a new era where networks define performance, reliability, and scalability. The shift from isolated systems to fully connected architectures has changed the way plants operate. What was once a collection of independent control systems has become an ecosystem of interconnected devices that share data across every level of the organization. This transformation has created new opportunities for visibility, flexibility, and efficiency while also introducing greater responsibility for those managing industrial systems. Understanding OT networking is no longer optional; it is the foundation of modern and reliable manufacturing.
The most successful facilities are those that treat their network as a critical part of their infrastructure. Every PLC, HMI, VFD, and sensor now operates within a larger digital framework that supports data analytics, predictive maintenance, and real time decision making. When a network is misconfigured or neglected, downtime becomes inevitable and costly. Network performance is no longer only an IT concern; it is directly tied to production, quality, and profitability. Engineers who understand how to design, segment, and secure their OT systems are safeguarding uptime and creating the conditions for continuous improvement.
Progress begins with education and awareness. Upskilling teams in OT networking fundamentals allows them to manage their systems confidently and avoid unnecessary disruptions. Regular plant network assessments reveal weak points, such as unmanaged switches, flat network structures, or outdated firmware, long before they lead to production loss. By combining technical training with structured evaluations, organizations can move away from reactive maintenance and toward proactive improvement.
For manufacturers committed to strengthening their operations, Joltek offers several paths to support this growth. Integration and Field Support services help plants modernize control systems, resolve communication problems, and achieve consistent network performance. The Plant Systems Health Assessment provides an in depth view of existing architectures, identifying risks related to hardware, cybersecurity, and data flow. For teams seeking to build long term internal expertise, Joltek’s OT Networking Education program delivers practical, field focused learning that bridges theory with real plant scenarios.
The future of manufacturing belongs to organizations that can connect people, processes, and technology through a strong digital foundation. Investing in education, system assessments, and integration is not a short term fix; it is a strategy for long term resilience and operational excellence. To learn more about how Joltek supports modernization and technical development, visit Integration and Field Support and Plant Systems Health Assessment.
The transformation from isolated networks to connected manufacturing environments is well underway. Every plant has a choice to make. The first step toward a scalable, data driven future begins with understanding your network, documenting it carefully, and giving your teams the skills to manage it with confidence.

