
Maintenance, Repair, and Operations (MRO) refers to the practices, supplies, and services that ensure the functionality and efficiency of manufacturing equipment, systems, and infrastructure. It encompasses all activities required to maintain machinery, repair components after a failure, and support day-to-day operations in a manufacturing facility. MRO is critical not only for minimizing downtime but also for maintaining safety, quality, and productivity within industrial environments.
MRO items and activities include:
Unlike direct materials that contribute to the final product (e.g., raw materials), MRO is classified as an indirect cost but is no less critical to achieving operational goals.

Effective MRO practices play a pivotal role in ensuring that manufacturing operations run smoothly and efficiently. Here’s why MRO is indispensable in manufacturing:
By focusing on robust MRO practices, manufacturing facilities can not only avoid unexpected disruptions but also create a foundation for sustained operational excellence. Whether it's through predictive maintenance technologies or structured repair processes, MRO represents a critical investment for any manufacturer seeking to remain competitive in an increasingly demanding marketplace.
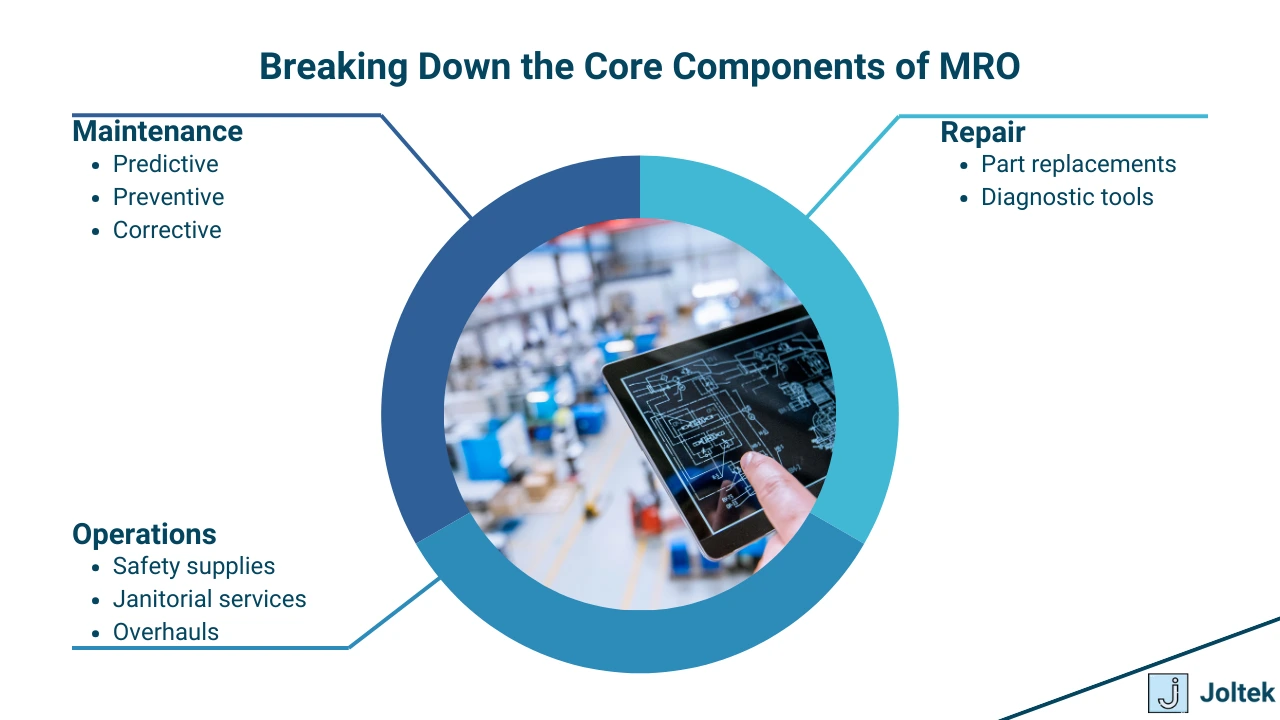
Maintenance ensures that manufacturing equipment operates efficiently and reliably. The three main types of maintenance include:
Predictive Maintenance
Predictive maintenance utilizes data analytics, IoT sensors, and machine learning to predict equipment failures before they occur. This strategy focuses on monitoring real-time conditions and addressing potential issues proactively. For example, vibration analysis on motors can detect wear and tear early, allowing timely repairs. Predictive maintenance can reduce maintenance costs by up to 40% while minimizing unplanned downtime.
Preventive Maintenance
Preventive maintenance involves scheduled activities aimed at preventing equipment breakdowns. This includes tasks like lubrication, cleaning, and parts replacement based on time intervals or usage metrics. Preventive maintenance is less data-driven than predictive methods but is effective for maintaining equipment reliability and meeting regulatory compliance.
Corrective Maintenance
Corrective maintenance refers to reactive repairs performed after equipment failures. While it is less efficient than proactive approaches, it is necessary for unforeseen breakdowns. Examples include replacing a malfunctioning conveyor belt or repairing an electrical fault after an unexpected failure.
Repair activities focus on restoring equipment functionality after a failure. These can range from simple part replacements to complex repairs requiring skilled technicians. Efficient repair processes minimize downtime and prevent further damage to machinery. For instance, replacing a faulty pump motor promptly can restore production without impacting other equipment in the system.
Operations and overhaul support the broader facility and equipment needs beyond routine maintenance.
Day-to-Day Facility Needs
This includes janitorial services, safety supplies, and consumables that ensure smooth operations. For example, ensuring an adequate stock of personal protective equipment (PPE) is vital for maintaining workplace safety.
Major Equipment Servicing (Overhaul)
Overhauls involve extensive servicing to restore machinery to "like-new" condition. This may include disassembling equipment, cleaning, inspecting, and replacing worn-out components. Overhauls are typically scheduled during planned downtime and extend the life of critical equipment.
By addressing these components effectively, manufacturers can maintain high levels of operational efficiency, safety, and reliability.
Understanding the various categories of MRO items is essential for effective inventory management and operational efficiency. These items support the maintenance, repair, and operational needs of a manufacturing facility.
These are the tools, parts, and machines necessary for maintenance activities and production support. Examples include wrenches, torque tools, diagnostic devices, and calibration equipment. Industrial equipment ensures that maintenance tasks are carried out efficiently and safely.
Consumables are items used regularly and replaced frequently. They include lubricants, cleaning supplies, adhesives, light bulbs, and small hardware like nuts and bolts. While consumables may seem minor, their availability is critical to ensuring uninterrupted operations.
Safety supplies include personal protective equipment (PPE) such as gloves, helmets, goggles, respirators, and safety harnesses. These items are essential for maintaining a safe working environment and complying with safety regulations, such as OSHA standards.
Spare parts are replacement components for machinery and equipment. Examples include motors, belts, gears, sensors, and bearings. Having the right spare parts readily available minimizes downtime during equipment failures and ensures continuity in production.
While not directly related to production, office supplies are part of MRO because they support administrative functions. Items such as paper, pens, printers, and computers are necessary for managing maintenance schedules, tracking inventory, and communicating across teams.
By categorizing MRO items, manufacturers can better plan inventory, avoid shortages, and streamline procurement processes. This categorization also helps in prioritizing spending based on the criticality of the items to operations.
Proactive MRO strategies are critical in preventing unexpected equipment failures, which can lead to costly production delays. Unplanned downtime in manufacturing can cost anywhere from $50,000 to $150,000 per hour, depending on the scale of the operation. By implementing regular maintenance schedules, predictive technologies, and keeping critical spare parts on hand, manufacturers can ensure that disruptions are minimized. For example, replacing a worn conveyor belt during planned downtime avoids a sudden breakdown during peak production hours.
MRO plays a vital role in maintaining workplace safety. Properly maintained equipment reduces the risk of malfunctions that could harm employees or damage assets. Ensuring the availability and use of personal protective equipment (PPE) is another key aspect of MRO. Adherence to safety standards such as OSHA and ISO ensures that operations remain safe for workers, protecting both lives and the company’s reputation.
Equipment operating at peak performance leads to increased productivity and better resource utilization. Routine maintenance, such as lubrication, calibration, and cleaning, prevents inefficiencies caused by wear and tear. For instance, a well-maintained motor consumes less energy and operates more reliably, directly impacting output quality and energy costs. A McKinsey study found that predictive maintenance can improve overall equipment effectiveness (OEE) by up to 20%.
Regulatory compliance is a non-negotiable aspect of manufacturing, and MRO practices are central to meeting safety, environmental, and operational standards. Regular inspections and maintenance ensure equipment complies with legal requirements, avoiding penalties and operational halts. For example, maintaining emissions control equipment helps meet environmental regulations, while regularly inspecting safety systems supports adherence to occupational health standards.
MRO is not just about keeping machinery running—it’s about creating a robust foundation for efficiency, safety, and regulatory compliance. A well-executed MRO program can transform manufacturing operations from being reactive to proactive, unlocking long-term savings and productivity.
Managing Maintenance, Repair, and Operations (MRO) effectively is not without its hurdles. These challenges can significantly impact manufacturing efficiency and profitability if not addressed proactively.
Balancing the right stock of spare parts and consumables is a persistent challenge. Overstocking ties up capital and storage space, while understocking can result in delays during equipment failures. For instance, not having a critical replacement part like a motor or sensor in stock could lead to extended downtime, halting production lines. Best practices such as implementing inventory optimization tools and just-in-time (JIT) strategies can help achieve this balance.
MRO costs often account for a significant portion of a manufacturing facility’s operating expenses. Managing these costs while ensuring the quality and reliability of parts and services is crucial. For example, choosing cheaper parts to cut costs may lead to frequent breakdowns and higher long-term expenses. Developing a detailed MRO budget and leveraging vendor relationships for bulk discounts can help in cost management.
A lack of real-time visibility into MRO activities and inventory can hinder decision-making. Facilities often rely on manual processes or outdated systems, which can result in inaccurate inventory counts and poor maintenance scheduling. The adoption of technologies like a Computerized Maintenance Management System (CMMS) or Enterprise Resource Planning (ERP) systems integrated with MRO workflows can provide accurate data and improve operational transparency.
Coordinating with multiple suppliers for MRO materials adds complexity to procurement processes. Ensuring timely delivery, negotiating competitive pricing, and maintaining consistent quality across vendors require significant effort. Building strong supplier relationships, consolidating purchases with preferred vendors, and adopting vendor-managed inventory (VMI) programs can streamline this process.
Addressing these challenges requires strategic planning, leveraging technology, and fostering collaboration between maintenance, procurement, and operations teams. Overcoming these obstacles is essential to unlocking the full potential of MRO and driving manufacturing efficiency.

The evolution of digital technologies has revolutionized how MRO activities are managed in manufacturing. By integrating advanced tools and systems, manufacturers can achieve greater efficiency, accuracy, and cost control, making MRO a critical part of digital transformation initiatives.
CMMS platforms are central to streamlining MRO activities by digitizing maintenance management processes. These systems enable:
For example, a CMMS can automatically alert teams when a critical machine is due for preventive maintenance, reducing the likelihood of unexpected failures. Companies using CMMS report up to 28% lower maintenance costs compared to those relying on manual processes.
The Internet of Things (IoT) has transformed MRO by enabling predictive maintenance strategies. IoT sensors continuously monitor equipment conditions—such as temperature, vibration, and pressure—and provide real-time data for predictive analytics. This approach allows manufacturers to:
For instance, an IoT-enabled motor sensor may detect unusual vibrations, prompting a maintenance alert. Addressing this promptly can save thousands of dollars in repair costs and prevent hours of downtime.
Integrating MRO activities with Enterprise Resource Planning (ERP) systems ensures seamless data flow between maintenance and broader operational processes. Benefits of integration include:
For example, an ERP system can automatically reorder spare parts when CMMS data indicates inventory levels are low, ensuring timely availability without overstocking.
Digital transformation in MRO not only enhances operational efficiency but also supports data-driven decision-making, aligning maintenance practices with overall business goals. By adopting tools like CMMS, IoT, and ERP integration, manufacturers can elevate their MRO strategies to meet the demands of modern, competitive markets.

OEM (Original Equipment Manufacturer) refers to the company that produces the original parts or equipment used in manufacturing. For example, a motor manufactured by Siemens is considered an OEM product. On the other hand, MRO refers to the activities and resources required to maintain, repair, or replace equipment and components to ensure their continued operation. While OEM products are often part of the initial installation, MRO focuses on keeping those installations functional over their lifecycle.
MRO inventory includes a wide range of items that support maintenance, repair, and operations activities:
These items do not directly contribute to the final product but are essential for maintaining production systems.
MRO items can be categorized into:
Understanding this classification helps manufacturers streamline procurement and inventory management processes.
MRO expenses are typically classified as indirect costs because they support production but do not directly contribute to the creation of a finished product. As a result, they are not included in the Cost of Goods Sold (COGS). Instead, MRO costs fall under general operating expenses. For example, purchasing lubricants or spare parts for maintenance is an operational expense, not a direct cost of manufacturing a product.
Effective strategies to optimize MRO inventory include:
Implementing these practices can reduce carrying costs while ensuring that critical items are available when needed.
MRO supplies are one of the key types of inventory in manufacturing, distinct from others such as:
By recognizing the differences between these types of inventory, manufacturers can better manage resources and costs across the entire production process.
By addressing these common questions, manufacturers can gain a deeper understanding of MRO’s role in operational success, how to manage MRO costs effectively, and its distinctions from other inventory types and production processes. This clarity supports better decision-making and strategic planning.

Case Study 1: Automotive Manufacturer Saves $2 Million Annually through Predictive Maintenance
An automotive manufacturing company faced significant costs due to unexpected equipment failures. By implementing an IoT-based predictive maintenance system integrated with their Computerized Maintenance Management System (CMMS), the company was able to identify potential equipment failures before they occurred.
Case Study 2: Food and Beverage Manufacturer Reduces Spare Parts Inventory by 20%
A food processing company struggled with excessive MRO inventory, leading to high carrying costs. By adopting an inventory optimization strategy, including vendor-managed inventory (VMI), they streamlined their stock levels without compromising operational efficiency.
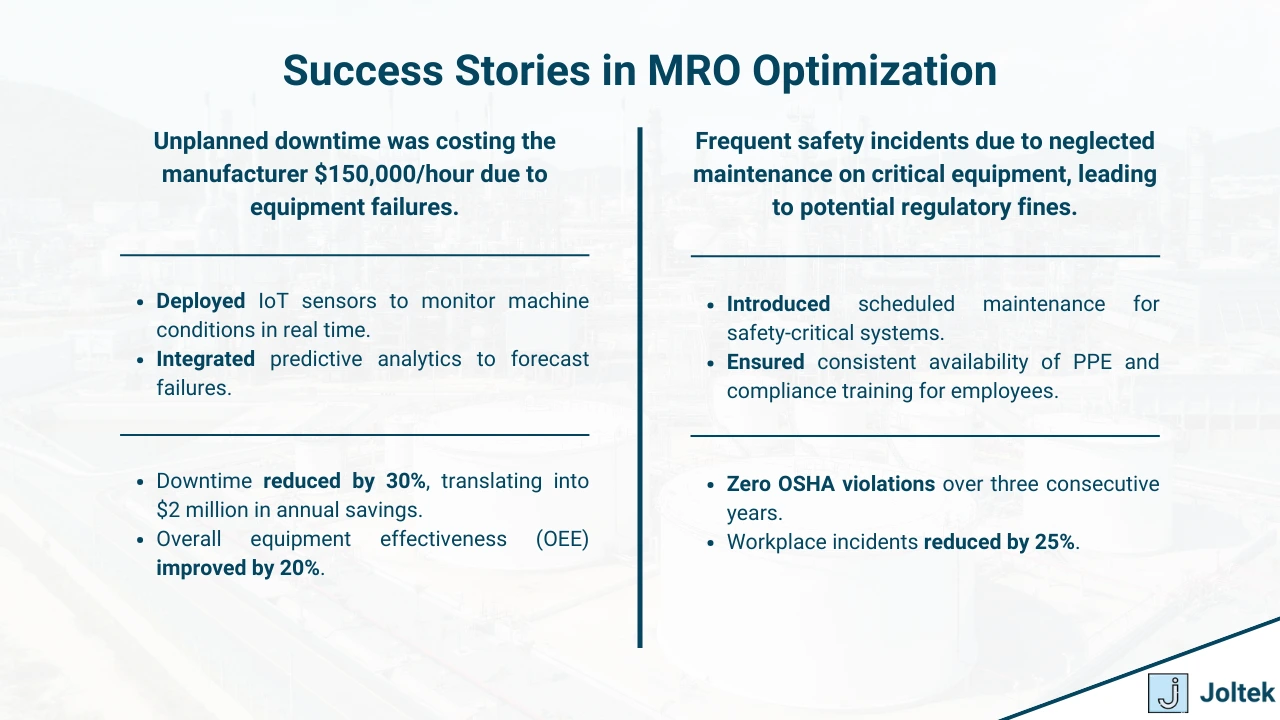
Case Study 1: Pharmaceutical Manufacturer Achieves Zero OSHA Violations
A pharmaceutical plant with strict regulatory requirements implemented robust MRO practices to improve workplace safety and ensure compliance with OSHA and FDA standards.
Case Study 2: Chemical Plant Enhances Safety with Predictive Maintenance
A chemical manufacturing facility faced safety risks due to leaks and equipment failures. By implementing predictive maintenance technologies, they minimized these hazards.
By analyzing real-world examples like these, it’s clear that effective MRO practices not only reduce costs but also enhance safety, compliance, and operational resilience. Such case studies serve as a compelling argument for investing in MRO optimization, predictive maintenance technologies, and structured inventory management strategies.
Maintenance, Repair, and Operations (MRO) is the backbone of manufacturing, ensuring that facilities and equipment operate efficiently, safely, and reliably. By managing MRO effectively, manufacturers can minimize downtime, improve safety, maintain compliance, and optimize costs—key factors that drive operational excellence and competitiveness. Whether through predictive maintenance, optimized inventory management, or leveraging modern technologies, MRO ensures that manufacturing processes remain resilient and productive.
The future of MRO lies in the integration of advanced technologies and data-driven practices. Emerging trends include:
These advancements promise to further optimize MRO activities, reduce costs, and increase operational efficiency.

To fully unlock the potential of MRO, decision-makers must embrace a strategic approach. Investing in consulting services, workforce training, and systems integration is crucial to building a robust MRO framework. Experts in manufacturing and industrial automation can guide organizations in implementing predictive maintenance programs, optimizing inventory, and adopting cutting-edge technologies.
At Joltek, we specialize in consulting, training, and systems integration tailored to your manufacturing needs. Reach out today to explore how we can help transform your MRO practices and drive operational excellence. Together, let’s future-proof your manufacturing operations.
To help you dive deeper into the world of Maintenance, Repair, and Operations (MRO) and related topics, we’ve compiled a list of references and resources. These provide valuable insights, data, and tools to enhance your understanding and guide actionable improvements in your manufacturing operations.
This curated list of resources provides valuable information to support decision-makers in optimizing MRO, adopting digital transformation tools, and driving operational excellence. For tailored advice or consulting services, feel free to reach out to us directly. Together, we can transform your MRO practices and future-proof your manufacturing operations.

