
Procter and Gamble has long been recognized as one of the most advanced manufacturing companies in the world, with a reputation built not only on the strength of its brands but also on its ability to consistently deliver at scale through disciplined operations. The Auburn, Maine facility, known internally as Tambrands, holds a particularly strategic role within this global network. It is one of only two plants worldwide responsible for the production of Tampax products, a category that contributes significantly to the company’s growth and profitability. The site is also a showcase for Procter and Gamble’s Integrated Work Systems methodology, which is the company’s framework for driving operational excellence, eliminating losses, and ensuring one hundred percent employee ownership of results.
By the time this project began, Auburn was already operating at a very high level of maturity. The challenge was that demand for products had outpaced existing capacity, and leadership made the decision to invest in three new production lines. These lines were being constructed in facilities across Italy, Japan, Germany, and the United States, with the intent of bringing them into Auburn once completed. Each line represented an investment of more than twenty million dollars and was built with highly sophisticated automation and process technology. The integration of these lines into Auburn would not only expand output but would also test the site’s ability to manage one of the most complex technical projects in its history.
The stakes were high. Every day that a line was not running meant lost capacity in a business unit where even a fractional improvement in output translates into significant revenue. The technical complexity was immense, with systems that included Rockwell Automation PLCs and HMIs, variable frequency drives, plant-wide networking infrastructure, Cognex vision systems, and Keyence sensors, all of which had to function together seamlessly. On top of that, strict regulatory requirements required that every installation be validated through FDA-mandated processes such as Installation Qualification, Operational Qualification, and Performance Qualification. The project demanded a leader who could not only manage the technical detail but also coordinate across continents, disciplines, and organizational layers.
I was asked to lead the Process Control and Information Systems scope of the initiative. This meant I was accountable for every electrical and automation aspect of the project, from pre-build design reviews to vendor acceptance testing, and from plant commissioning to final handover. It required global collaboration with vendors, contractors, and internal teams, along with the application of Integrated Work Systems principles to ensure that the project delivered on time, on budget, and with a standard of quality that Auburn had come to expect.
This case study describes how we approached the challenge of expanding capacity at Auburn, how the technical and organizational complexities were managed, and what the results mean both for the site and for Procter and Gamble’s broader manufacturing strategy.
The Auburn, Maine facility holds a unique place within Procter and Gamble’s global operations. Known internally as Tambrands, it has been producing Tampax products since the company acquired the business in the late 1990s. The plant is expansive, covering hundreds of thousands of square feet, and employs hundreds of people who together produce millions of units every day. With only one other facility worldwide manufacturing these products, Auburn is not only a high-volume site but also a strategic stronghold that supports Procter and Gamble’s market leadership in the feminine care category.
What makes Auburn particularly important is that it is considered a showcase for the Integrated Work Systems methodology. Integrated Work Systems, or IWS, is the company’s internal framework for operational excellence. It is built around the philosophy of zero losses and one hundred percent employee ownership. This means that every person on the floor, from operators to engineers, is trained and empowered to identify issues, resolve them, and drive continuous improvement. The system integrates technical mastery, disciplined problem solving, capability building, and leadership behaviors into a unified approach. Auburn was one of the sites where these principles were not just spoken about but embedded into daily work.
Against this backdrop, the need for capacity expansion was clear. Demand for products had increased beyond what the current lines could produce, and the decision was made to invest in three new lines that were being constructed across different global locations. Each line represented over twenty million dollars in capital and brought together some of the most advanced automation and process technologies available at the time. Integrating these systems into Auburn’s operations meant navigating a highly complex technical and organizational landscape.
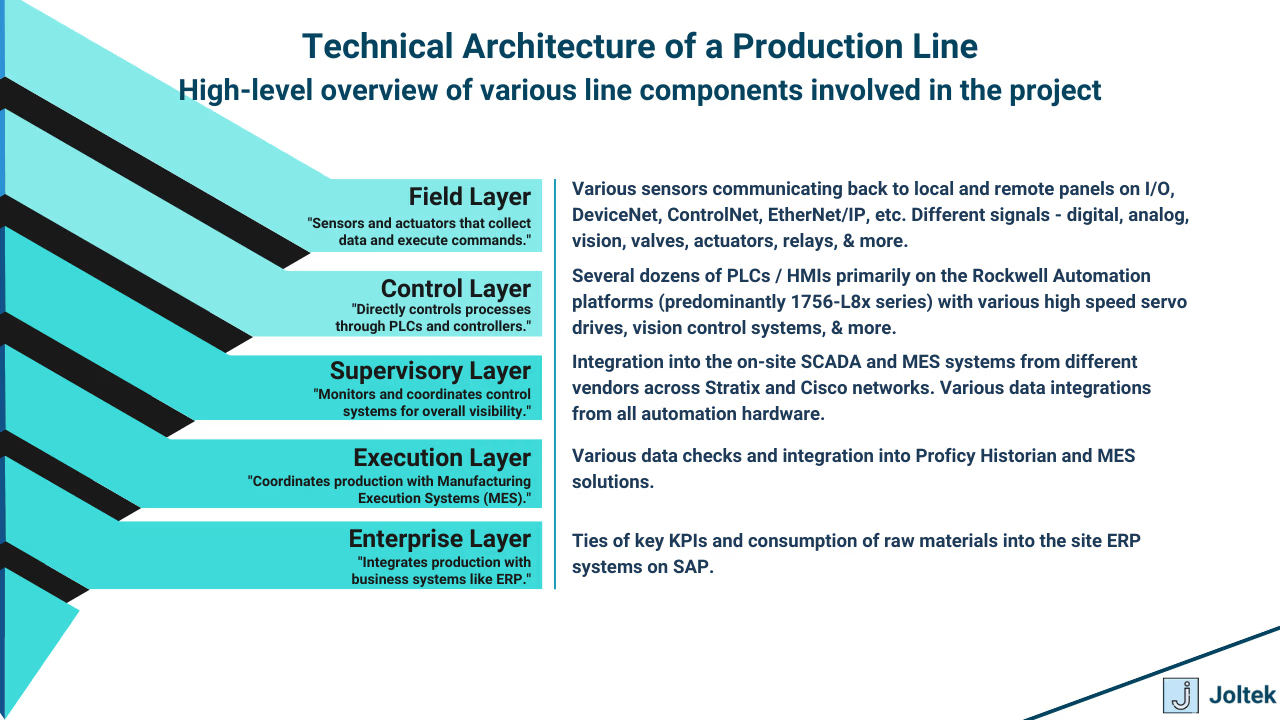
To understand the scope of complexity, consider the breadth of systems that had to be aligned:
All of these systems had to be designed, validated, and integrated in a way that not only delivered reliable performance but also aligned with Procter and Gamble’s stringent requirements for safety, quality, and compliance. Beyond technology, the project also required adherence to FDA regulations, which mandated full qualification through Installation Qualification, Operational Qualification, and Performance Qualification.
The scale and importance of this effort cannot be overstated. It was a capital project that directly influenced Procter and Gamble’s ability to meet global demand, maintain market leadership, and continue demonstrating Auburn’s position as a benchmark site within the company’s global network.

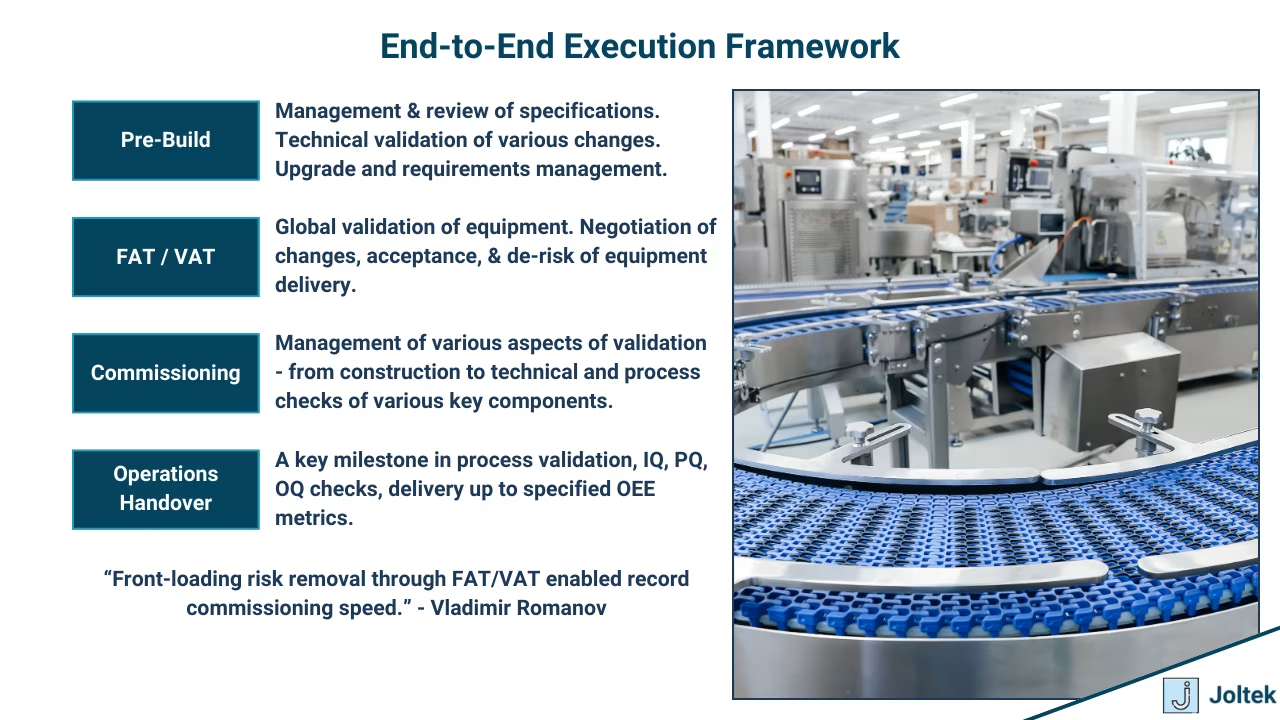
The pre-build phase was one of the most critical aspects of the project. Long before equipment reached Auburn, success depended on ensuring that the designs, specifications, and standards were correct. This work began with a thorough review of every electrical drawing and every hardware and software configuration that had been released by the machine builders. Many of these drawings had last been updated months or even years before the project began, and in that time the pace of technology had already rendered certain components obsolete. Controllers, sensors, and even communication modules had to be re-specified to ensure that they matched Procter and Gamble’s global standards for automation and information systems.
My responsibility was to lead this effort for the Process Control and Information Systems scope. That meant reviewing not only the base control logic and electrical layouts but also the entire automation ecosystem that would eventually connect into Auburn’s plant-wide architecture. Each Rockwell Automation ControlLogix PLC needed to be checked against the latest firmware and hardware revisions. PanelView HMI configurations required validation against site templates to ensure operator familiarity and consistency across different lines. Variable frequency drives needed to be sized correctly, configured for the proper motor loads, and integrated into the control networks with full diagnostic visibility. Cognex vision systems had to be positioned, programmed, and tested to ensure that they could detect product defects at the required speed and accuracy. Keyence sensors, which are often taken for granted, had to be specified with precision to ensure reliable detection for product presence, material positioning, and safety-critical functions. Even the Stratix network switches, which served as the backbone for communication, required configuration and planning to guarantee that the lines would tie seamlessly into Auburn’s SCADA and MES systems.
This work was not done in isolation. Each machine builder, whether in Italy, Japan, Germany, or the United States, had its own interpretations of specifications and its own local standards. Part of my responsibility was to bridge those gaps. I had to ensure that every vendor understood Procter and Gamble’s requirements, that every deviation from the original prints was documented, and that every change was approved and integrated into the broader system. In many cases, this meant working directly with vendors to identify replacements for obsolete parts or to redesign subsystems in order to meet both technical and regulatory requirements.
To manage the volume of changes, I engaged a contractor who was responsible for tracking every modification, every new component, and every updated drawing. But the accountability for decisions and approvals remained with me. It was my role to ensure that by the time the machines were shipped to Auburn, the electrical and automation systems were fully aligned with site standards and ready for validation.
What became clear during this phase was that the pre-build work was not just a formality. It was a critical risk mitigation step. By identifying obsolescence early, by clarifying specifications, and by standardizing control and information systems across multiple vendors, we reduced the likelihood of costly surprises during commissioning. The time spent in this stage paid dividends later in the project, when the lines arrived in Auburn and were able to integrate smoothly into the existing infrastructure.
Once the pre-build phase was complete and machine builders had integrated the required design changes, the next critical step was to validate the equipment before it ever left the vendor’s floor. This was achieved through a series of Factory Acceptance Tests and Vendor Acceptance Tests conducted across several countries. The scale of this effort was global. Along with a small group of engineers, I traveled to Italy, Japan, Germany, and locally to Boston to lead and oversee these tests.
At each site, our mandate was clear. We needed to prove that the equipment not only met contractual specifications but also conformed to Procter and Gamble’s standards for automation, information systems, quality, and safety. The FATs and VATs became the proving ground where every Rockwell PLC, every PanelView HMI, every Stratix switch, and every drive had to demonstrate reliable performance. We also pushed each system beyond basic functionality, simulating the real-world stresses it would face in Auburn.
The testing process was exhaustive. Dry runs were conducted to ensure that mechanical systems operated correctly without product. Wet runs introduced product into the machines to confirm that sensors, drives, and actuators performed accurately under load. In keeping with the product line, we often joked about conducting moist runs, a term that reflected both the unique nature of the Tampax manufacturing process and the need to validate performance under realistic conditions. Each run required close attention to detail. Cognex vision systems had to consistently detect product quality issues at high speed. Keyence sensors had to respond reliably to detect product presence and material positioning. Variable frequency drives needed to demonstrate smooth acceleration and deceleration profiles across different operating conditions. The PLC logic was tested against edge cases, verifying that interlocks and alarms were triggered appropriately and that fail-safe states were maintained. HMIs were evaluated for usability, consistency with site templates, and accurate representation of machine status.
One of the most important outcomes of these tests was the early identification of integration issues. For example, when a vision system was not detecting a defect consistently, we could work directly with the vendor to adjust lighting, lensing, or algorithms before shipment. When a drive was not configured to provide diagnostic feedback into the PLC, we could modify communication parameters and confirm the data flow into SCADA systems. These issues, if left undiscovered until commissioning, would have delayed the project significantly and increased cost. By catching them during FAT and VAT, we ensured that the lines would arrive in Auburn with a far greater level of readiness.
The global nature of this testing also required cultural and logistical adaptability. Each vendor site had its own engineering practices, language barriers, and ways of documenting results. It was my responsibility to maintain consistency. Regardless of whether we were in Italy or Japan, the standard for Procter and Gamble remained the same. The equipment had to meet every technical requirement, every validation step had to be completed, and every deviation had to be documented and resolved.
By the time the lines were crated and shipped to Auburn, we had confidence that the systems were not only functional but also aligned with the plant’s infrastructure and standards. The FAT and VAT process became one of the defining reasons why the commissioning phase at Auburn later achieved record speed and reliability. It demonstrated the value of rigorous upfront validation and reinforced the importance of treating vendor testing as the cheapest and most effective form of risk management.
Once the lines arrived in Auburn, the most demanding phase of the project began. The commissioning effort spanned nearly three months and required continuous activity across day and night shifts. My role as the Process Control and Information Systems lead was to ensure that every aspect of electrical, automation, and information integration was executed to Procter and Gamble’s standards and that the systems were delivered to operations in a state ready for long term success.
The first priority was power. Each line drew significant load and required careful planning to connect into the plant’s distribution systems. We had to ensure that transformers, breakers, and protection schemes were in place and properly coordinated. Power quality checks were performed to confirm that equipment would run reliably without risk of nuisance trips or damage. This foundational step allowed us to begin energizing the control panels, drives, and PLCs that formed the backbone of the automation systems.
From there, the focus shifted to automation integration. The Rockwell ControlLogix PLCs were powered up, loaded with validated code, and tied into PanelView HMIs. Each HMI screen had to be tested against site templates to confirm consistency in navigation, alarms, and operator instructions. Stratix switches were configured and connected to Auburn’s plant network backbone. This step was critical because the network not only supported machine control but also served as the conduit for data flowing into SCADA and MES systems. A single misconfigured port or duplicate IP address could bring down communication, so every detail had to be checked and verified.
The Variable Frequency Drives were another key focus. Each drive was commissioned by verifying motor direction, tuning acceleration and deceleration profiles, and confirming diagnostic feedback into the PLC. This feedback was then displayed in real time on HMI screens and logged by SCADA, giving operators and engineers full visibility into performance and alarms. Cognex vision systems were brought online and integrated into the control logic, ensuring that quality inspections were not only functional but also tied directly into reject handling systems. Keyence sensors were checked for alignment and sensitivity, confirming that every product detection point and every safety interlock responded exactly as intended.
Beyond machine-level integration, we also had to ensure seamless tie-ins to the plant’s supervisory systems. The SCADA platform was configured to display production data, machine status, alarms, and energy usage. The MES layer collected data for batch tracking, downtime analysis, and production reporting. This integration was essential because Auburn’s leadership relied on real time data to drive decision making and to align with Integrated Work Systems practices such as Daily Direction Setting and Loss Elimination.
Commissioning also meant strict adherence to regulatory requirements. Each system had to pass through Installation Qualification, Operational Qualification, and Performance Qualification before being accepted. These validation steps required extensive documentation, test scripts, and witness sign-offs. For example, IQ ensured that every component was installed as designed and documented. OQ validated that each system performed as intended under normal operating conditions. PQ demonstrated that the lines consistently met performance and quality requirements under sustained production. Completing these steps was non-negotiable and required coordination across engineering, quality assurance, and operations teams.
Managing the human side of commissioning was just as critical as the technical tasks. With such an aggressive timeline, the work continued around the clock. I was responsible for leading two teams, one during the day and one at night, ensuring that progress continued without interruption. This required clear shift handovers, detailed action logs, and constant alignment on priorities. Integrated Work Systems practices such as Daily Direction Setting were invaluable, giving both shifts clarity on what needed to be accomplished and ensuring that no critical tasks were missed.
The atmosphere during commissioning was both intense and rewarding. Every day presented new challenges, from troubleshooting miswired sensors to resolving network conflicts. But the preparation done during pre-build and FATs/VATs paid off. Instead of spending weeks resolving integration issues, we were able to focus on fine-tuning performance and ensuring a smooth handoff to operations. The level of collaboration between engineers, electricians, contractors, and operations teams created a sense of shared ownership, fully aligned with the IWS philosophy of one hundred percent employee engagement.
By the end of the commissioning phase, all three lines were not only installed but also validated and handed over to operations in a condition that exceeded expectations. The lines integrated seamlessly into Auburn’s manufacturing ecosystem, producing at high efficiency and with minimal disruption to the broader site. The foundation was set not just for additional capacity but for long term reliability and continuous improvement.
The outcome of this project was transformative for the Auburn plant and for Procter and Gamble’s broader supply network. By the time the third line was installed and validated, the project had delivered results that exceeded expectations both in terms of speed and in terms of operational performance.
The most immediate and visible result was the speed of execution. The Auburn site recognized the installation of the third line as the fastest line turnaround in its history. Commissioning was completed in a fraction of the time previously required for projects of similar scale. This was achieved because of the discipline applied during the pre-build reviews, the rigor of the Factory and Vendor Acceptance Tests, and the relentless focus during commissioning. Every issue that had been identified early was one less problem to solve under the pressure of a live installation. This disciplined approach demonstrated that speed and quality are not competing priorities but can be achieved together when the right processes are in place.
Performance once the lines were operational provided further validation of the effort. From the first days of production, the lines ran with remarkable stability. Operators reported that the systems were easier to run, alarms were clear and actionable, and integration into SCADA and MES allowed for visibility that had previously been limited. Quality checks through Cognex vision systems and Keyence sensors consistently delivered accurate results, reducing the need for manual inspection and increasing confidence in product quality. Variable frequency drives performed reliably, giving smooth control of motors and reducing stress on mechanical components. The alignment of Rockwell PLCs and HMIs with Auburn standards meant that technicians were immediately familiar with the interfaces, reducing the learning curve and allowing the operations team to take ownership quickly.
The project also strengthened Auburn’s role as a showcase facility within Procter and Gamble. Leadership praised the project team not only for the record turnaround but also for the seamless integration of systems that typically present significant challenges. The operations team recognized the value of rigorous FATs and VATs, crediting them as the reason why the lines ran smoothly from the start. Quality and regulatory teams highlighted the precision with which IQ, OQ, and PQ were completed, ensuring compliance without delays or rework. The recognition went beyond Auburn, as the project demonstrated to other sites in the network that disciplined engineering practices combined with Integrated Work Systems principles could deliver faster and more reliable outcomes in capital projects.
From a cultural perspective, the project reinforced the power of Integrated Work Systems. Daily Direction Setting provided clarity during the chaos of commissioning. Standard Work created consistency across shifts and teams. Poka Yoke principles eliminated potential mistakes before they could create losses. Most importantly, the sense of ownership among engineers, electricians, and operators reflected the IWS vision of one hundred percent employee engagement. This project was not only about technology but about people working together within a proven framework to deliver extraordinary results.
Strategically, the project delivered capacity at a time when it was most needed. By increasing output from Auburn, Procter and Gamble was able to meet growing global demand in the feminine care category, protect its market leadership position, and reinforce the importance of Auburn as a critical hub in its supply network. The investment of more than sixty million dollars across the three lines delivered a return not only in terms of additional volume but also in terms of knowledge, capability, and confidence in how future capital projects could be executed.
In summary, the project demonstrated that the combination of strong technical leadership, rigorous vendor management, disciplined testing, and alignment with Integrated Work Systems can deliver world class results. It was proof that even the most complex and high stakes projects can be executed with speed, quality, and long term impact when engineering excellence is paired with a culture of ownership and operational discipline.
The success of the Auburn capacity expansion was not the result of a single factor but rather the disciplined application of technical rigor, structured processes, and cultural alignment. Several key lessons emerged from this project that are directly relevant to large scale manufacturing initiatives:
The Auburn capacity expansion project stands as an example of what can be accomplished when technical excellence, disciplined processes, and organizational culture align. Bringing three highly complex production lines from different parts of the world into a single facility was never simply a matter of engineering and installation. It was a test of global coordination, of vendor management, of compliance discipline, and of leadership under pressure.
By treating design reviews as a risk elimination tool, by insisting on thorough Factory and Vendor Acceptance Tests, and by applying Integrated Work Systems practices during commissioning, the project avoided the costly delays and disruptions that often plague capital initiatives of this size. The result was not only the fastest line turnaround in the history of the Auburn site but also one of the smoothest integrations from the perspective of operations, quality, and regulatory compliance.
The project expanded capacity at exactly the time it was needed, enabling Procter and Gamble to meet rising demand and maintain its leadership position in the market. But the impact went beyond capacity. It demonstrated that a site like Auburn could manage complexity on a global scale while upholding the standards of safety, quality, and reliability that define the company. It reinforced the value of Integrated Work Systems as more than a philosophy but as a practical framework that supports both technical execution and cultural alignment.
For me personally, this project was one of the most defining experiences of my career. It required mastery of technical detail, the ability to lead diverse teams across multiple shifts, and the discipline to hold vendors and contractors accountable while still building collaborative partnerships. It showed me that large scale manufacturing projects succeed not because of a single breakthrough but because of the consistent application of good decisions at every step.
Ultimately, this project proved that with the right combination of engineering discipline, operational culture, and leadership, even the most complex and high stakes initiatives can be delivered faster, better, and more reliably than expected. Auburn’s achievement remains a benchmark, both for what Procter and Gamble can accomplish and for what I carried forward into every project that followed.

