
Here is the call I get more often than any other. A rack faulted, the SLC 5/03 processor needs to be replaced, and the distributor confirms that Rockwell stopped selling them. The engineer checks Radwell, finds one for three times the original price with no warranty, and asks the question that starts every one of these projects: now what? This is the point where SLC 500 migration stops being a future project and becomes an urgent one. The operating model around the SLC 500 platform has collapsed. Spare parts are gone from authorized channels, aftermarket prices are climbing, and the hardware receives no security patches. This post covers the three migration paths available within the Rockwell ecosystem, the tradeoffs of each, and the engineering considerations that determine which one fits your plant. By the end, you will know which path applies to your specific SLC 500 deployment and what to watch for during execution.
Download the SLC 500 Migration Guide
Plants do not migrate SLC 500 systems because they want a new PLC. They migrate because the support structure around the controller has eroded to the point where continued operation carries compounding risk. Understanding these pressures is essential before evaluating which migration path to take.
Rockwell Automation announced the SLC 500 controller discontinued date as March 31, 2024. RSLogix 5 programming software reached its final lifecycle phase on December 31, 2025. Some SLC 500 I/O modules and accessories have been discontinued since 2017. You can check your hardware's lifecycle status on Rockwell's tool (nofollow) to see exactly where each catalog number in your rack stands.
Authorized distributors no longer carry SLC 500 replacement parts. The aftermarket is the only remaining source. Suppliers like Radwell and eBay still have inventory, but urgent sourcing of obsolete PLC parts adds 20% to 50% price premiums with no quality guarantees and no manufacturer warranty. I have seen plants pay over $2,000 for a processor that listed at $600 a decade ago, only to receive a unit with unknown service history.
The financial exposure goes beyond parts cost. Aberdeen Group research puts the average cost of unplanned downtime in manufacturing at $260,000 per hour. When a PLC failure requires 4.2 hours on average to reprogram after an unplanned event, a single incident on an unsupported SLC 500 rack can cost over $1,000,000 in lost production. That math changes the conversation from "should we migrate" to "how fast can we migrate." For a deeper look at what drives these failures, Joltek's analysis of the root causes of downtime in industrial automation covers the patterns I see most often.
Beyond parts and downtime, the SLC 500 backplane does not support CIP (Common Industrial Protocol). This locks out integration with Rockwell's modern motion, safety, and data infrastructure. Plants trying to connect SLC 500 systems to SCADA, MES, or historian platforms hit hard ceilings on connection count and protocol compatibility that simply do not exist on Logix platforms. With over one million SLC 500 processors installed worldwide, this is not a niche problem. It is an industry scale liability.
Before selecting a migration path, you need to know exactly what is in each rack. The SLC 500 is not a single controller. It is a family of five distinct CPU types, three chassis sizes, and dozens of I/O and communication modules. That hardware variation is the reason there is no single migration path, and it is the reason a rack by rack assessment is non negotiable.
The five CPU families span a wide range of capability. The SLC 5/01 (catalog numbers 1747-L511, 1747-L514) offers 1K or 4K of memory with only a DH-485 slave port. The SLC 5/02 (1747-L524) steps up to 4K memory and a full DH-485 port. The SLC 5/03 (1747-L531, L532, L533) ranges from 8K to 32K memory and adds an RS-232 channel alongside DH-485. The SLC 5/04 (1747-L541, L542, L543) brings 16K to 64K memory and replaces DH-485 with Data Highway Plus and RS-232. The SLC 5/05 (1747-L551, L552, L553) matches the 5/04 on memory but replaces DH+ with a native Ethernet port and RS-232. Only the 5/05 can communicate over Ethernet without a gateway or protocol converter. For a broader view of how these controllers fit into Rockwell's platform timeline, the Rockwell PLC lifecycle migration guide provides additional context.
Chassis come in 4 slot, 7 slot, and 13 slot configurations. I/O modules span digital (DC, AC, relay), analog (voltage, current), process (temperature, RTD, counter), specialty (motion, stepper, high speed, blow molding), and communication (ControlNet, DeviceNet, DH+, Remote I/O). The specific combination of CPU, chassis size, I/O modules, and communication cards in each rack determines which of the three migration paths described below is viable. A rack loaded with standard 24 VDC digital I/O is a fundamentally different migration than a rack with a DH+ scanner, a DeviceNet module, and a high speed counter card.
Each of these paths addresses a different starting point, a different risk tolerance, and a different long term goal. I present them in the order I typically recommend to customers: start with the quickest win and progress toward the permanent solution as budget and downtime windows allow.
If you are running a 5/01, 5/02, 5/03, or 5/04 processor, the fastest first step is replacing it with a 5/05. The 5/05 is the only SLC 500 CPU with a native Ethernet port, and installing one immediately puts the PLC on the plant network.
This matters because network access enables remote program backup, basic data collection through MSG instructions, and the ability for engineers to analyze the running program without standing in front of the rack. On several projects, I have used this step specifically to give the engineering team time to understand what the SLC program actually does before committing to a full migration path.
The program transfers directly from the old CPU to the 5/05 with minimal downtime. Before making the swap, confirm that the existing rack is not relying on a protocol converter (DH+ to serial adapter, RS-485 gateway) in front of the CPU. Removing or changing the communication path upstream of the processor can disrupt any supervisory connections that depend on it.
This path does not solve the spare parts problem. The 5/05 itself is discontinued. It buys time and visibility, not a permanent solution. Think of it as the diagnostic step that informs the real migration decision.
The 1747-AENTR module replaces the CPU in slot 0 of the SLC rack. Once installed, the entire rack becomes remote I/O controlled by an external ControlLogix or CompactLogix processor over EtherNet/IP. The AENTR supports 128 Logix communication connections and 64 TCP/IP connections through dual Ethernet ports at 10/100 Mbps.
This path requires converting the RSLogix 500 program to RSLogix 5000 or Studio 5000 format. Rockwell's Project Migrator tool, built into Studio 5000 Logix Designer (version 21 or later), handles most standard ladder logic instructions: timers, counters, math, comparison, and bit manipulation. But it flags specialty instructions and certain SLC specific data file types for manual resolution. Expect cleanup work. The tool produces "SLC-Type" tags that function correctly but are not maintainable long term. Budget time to restructure them into native Logix tags. For detailed instruction mapping, the Rockwell SLC to CompactLogix Programming Migration Application Note (5069-AP001) (nofollow) documents what converts cleanly and what does not.
The receiving Logix controller must have enough memory and connection capacity to accommodate the migrated program and all the I/O modules in the SLC rack. I verify this by adding all SLC I/O cards to an offline Logix project before scheduling any cutover. A single unsupported module blocks the entire rack from coming online.
Not every SLC 500 module works with the AENTR path. ControlNet, DeviceNet, and DH+ communication modules installed in the SLC rack will not function as remote I/O through the AENTR. These require separate migration or elimination. The recommended approach is to convert the program, verify compatibility offline, then schedule a proof of concept cutover of 2 to 8 hours with a documented rollback plan: reinstall the original SLC CPU. Once the data moves to a Logix platform, the opportunity to connect to SCADA and historian systems opens up significantly. Joltek's guide on connecting Allen-Bradley PLCs to Ignition covers that integration in detail.
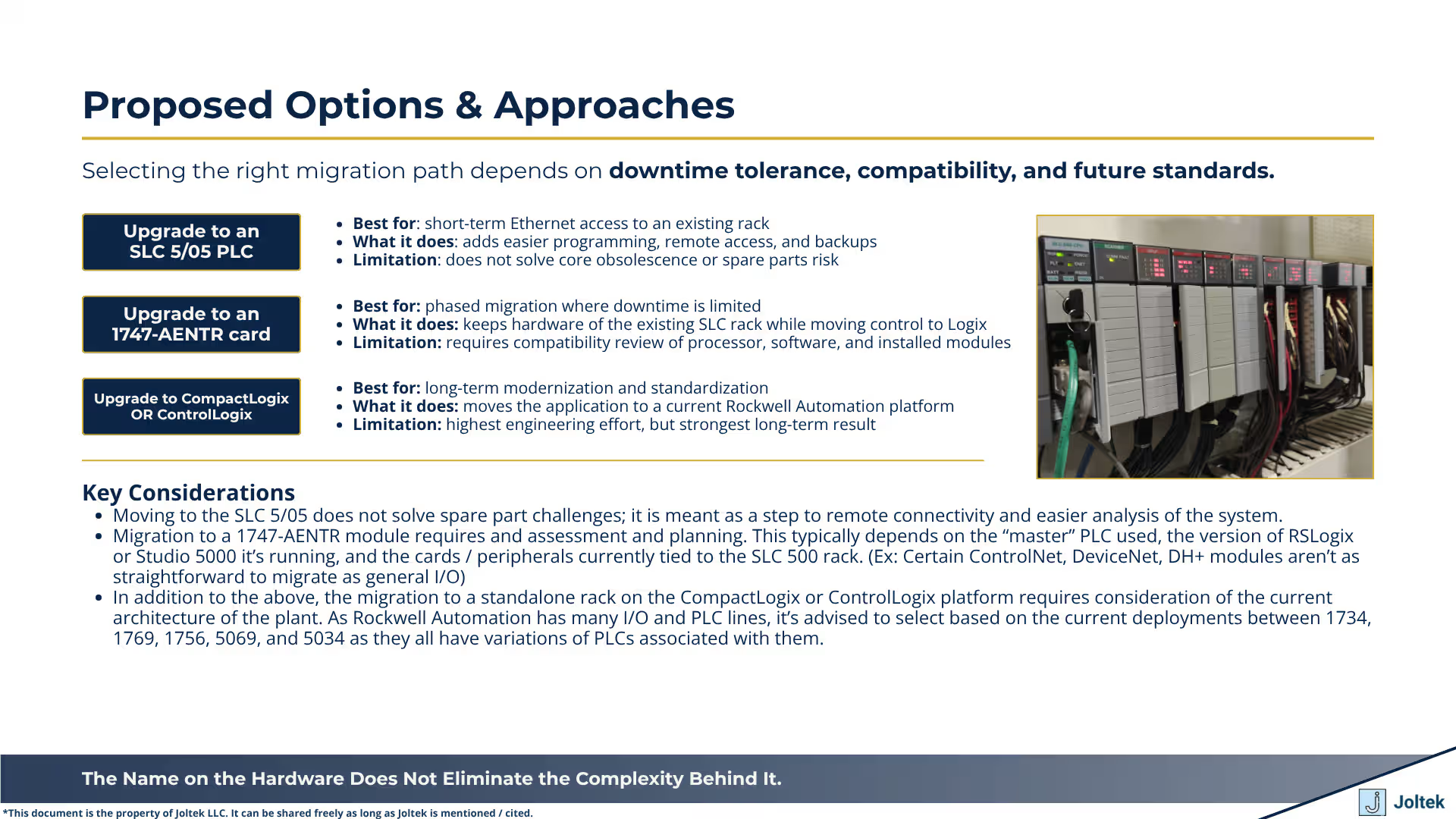
This path replaces the SLC rack entirely: new controller, new I/O, new wiring, new program. It is the highest engineering effort and the strongest long term result.
From my experience across dozens of these projects, approximately 80% of SLC 500 use cases can migrate to CompactLogix. The remaining 20% require ControlLogix, typically because the application depends on legacy protocol cards (DH+ scanner, ControlNet, DeviceNet) that only exist in the 1756 form factor, or because I/O count and program complexity exceed CompactLogix capacity.
The CompactLogix 5380 (5069 series) is Rockwell's recommended replacement. It delivers 5x to 20x faster scan times compared to previous CompactLogix models, which translates to orders of magnitude improvement over the SLC 500. It supports up to 31 local I/O modules, 32 axes of integrated motion over EtherNet/IP, and CIP Security for encrypted communication. In 2026, Rockwell released the 5034 I/O series, providing an even more compact local I/O option within the Logix ecosystem. The DO Supply hardware comparison between SLC 500 and CompactLogix 5380 (nofollow) breaks down the spec differences for anyone building a business case.
When choosing between CompactLogix and ControlLogix, consider the existing plant architecture. If the plant already standardizes on 1769 I/O (1734 style), keeping that standard simplifies maintenance and spare parts. If the plant is moving to 5069, align with that direction. Protocol elimination should be part of this migration scope: moving from DH+ or ControlNet to EtherNet/IP as the sole fieldbus reduces future maintenance burden and enables modern data connectivity. For plants approaching this as a broader initiative, Joltek's control system modernization strategy guide covers the architectural decisions in more depth.
One critical factor: standalone rack requirements. Skids that power down for CIP (clean in place), skids that physically relocate, and racks on movable equipment cannot depend on a communication cable to a remote controller. If you cut the EtherNet/IP cable to a remote I/O rack, every module on that rack faults. These applications need a local controller, not remote I/O. I have seen teams miss this during planning and discover it during commissioning, which is an expensive place to learn that lesson.
Path 1: SLC 5/05 SwapPath 2: 1747-AENTR ConversionPath 3: Full CompactLogix/ControlLogixBest forQuick Ethernet access, program analysisPhased migration, limited downtimeLong term modernization, standardizationWhat it solvesRemote connectivity, backup accessMoves control to modern Logix platformEliminates all legacy hardware and protocolsWhat it does NOT solveSpare parts, obsolescence, securitySpecialty module incompatibility, standalone requirementsNothing (this is the complete solution)Downtime requiredMinimal (CPU swap only)2 to 8 hours for proof of conceptFull cutover (schedule dependent)Engineering effortLowMediumHighRequires code conversionNoYes (RSLogix 500 to Studio 5000)Yes (full rewrite or conversion)
Documentation and vendor pages cover the happy path. This section covers the friction points I have encountered on actual migration projects that the official literature does not prepare you for.
Rockwell's Project Migrator handles most standard ladder logic instructions without issue. Where it breaks down is on specialty instructions, indexed addressing patterns, and certain SLC specific data file types. Data file mapping requires deliberate planning: N7 files become INT arrays, B3 files become BOOL arrays, T4 files become TIMER arrays, C5 files become COUNTER arrays, and F8 files become REAL arrays. The tool creates all of these automatically, but the resulting tag structure is flat and hard to maintain. On every conversion I have done, I budget separate time for tag restructuring after the initial migration is functional.
If the SLC rack contains a DH+ scanner, a DeviceNet scanner, or a ControlNet module, the devices on the other end of that network also need a migration path. Swapping the controller without addressing the downstream field network creates orphaned devices. I have walked into plants where an engineer replaced the SLC processor but left three VFDs on DeviceNet with no communication path. The drives were running, but nobody could change a parameter or read a fault code.
Always verify that the receiving ControlLogix or CompactLogix controller has the firmware version and Studio 5000 version required to support every SLC I/O module connected via AENTR. EDS files for the SLC modules may need to be downloaded and installed in Studio 5000. A single unsupported module blocks the entire rack. I test this in an offline project before scheduling any downtime.
Document the rollback plan before attempting any cutover. For Path 2, the rollback is reinstalling the original SLC CPU, which takes minutes if the program is backed up. For Path 3, the rollback is keeping the old rack wired and ready to reconnect. Never attempt a migration without a tested path back to the original state. For additional context on the network architecture side of these migrations, Joltek's guide on plant floor OT networking covers the topology and segmentation considerations.
SLC 500 controllers have received no firmware updates from Rockwell since discontinuation. Every known vulnerability remains permanently open. This is not a theoretical risk ranking exercise. It is a documented gap that most cybersecurity auditors will flag during an OT assessment.
IEC 62443 (nofollow) requires asset owners to manage the cybersecurity risk of every device on the industrial network. Devices that cannot be patched require compensating controls: network segmentation, access control lists, and traffic monitoring. These controls are expensive to maintain and imperfect in practice. The SLC 500 backplane predates CIP Security entirely. There is no encryption, no device authentication, and no data integrity verification on communication to and from these controllers.
Plants connecting SLC 500 controllers directly to OT networks with any path to the IT network are running documented risk. Manufacturing facilities are increasingly targeted, and legacy controllers are the lowest hanging fruit on the network. Most plants will not publicly disclose OT security incidents, which makes incident data scarce, but the vulnerability surface is well documented by both Rockwell and independent security researchers.
I have not personally witnessed a cyberattack take down an SLC 500 rack. But I have seen plants fail IEC 62443 gap assessments specifically because of unpatchable legacy controllers on segments with IT connectivity. The remediation cost for compensating controls often exceeds the cost of migrating the controller to a platform that supports current security standards. For a broader treatment of this topic, Joltek's article on industrial cybersecurity for control systems covers the framework in more detail.
Yes. Rockwell Automation announced the SLC 500 controller discontinued date as March 31, 2024. Some I/O modules and accessories have been discontinued since 2017. RSLogix 5 programming software reached its final lifecycle phase on December 31, 2025. Rockwell no longer sells SLC 500 components through authorized distributors. Replacement parts are available only through aftermarket suppliers like Radwell and eBay, where urgent sourcing adds 20% to 50% price premiums with no manufacturer warranty. The SLC 500 end of life timeline is complete across hardware, software, and vendor support.
Rockwell Automation's recommended replacement is the CompactLogix 5380 (5069 series) for most applications. This platform runs Studio 5000 Logix Designer, supports EtherNet/IP natively, and includes CIP Security for encrypted communication. ControlLogix (1756 series) is the alternative for applications requiring legacy protocol support such as DH+, ControlNet, or DeviceNet, or for systems that exceed CompactLogix I/O density and memory limits. The 1747-AENTR adapter module provides an intermediate step that converts existing SLC 500 racks into remote I/O controlled by a Logix controller, preserving the physical rack while moving the control program to a modern platform.
Yes. Rockwell's Project Migrator tool is built into Studio 5000 Logix Designer starting at version 21. The RSLogix 500 to Studio 5000 conversion handles most standard ladder logic instructions, including timers, counters, math, comparison, and bit manipulation. Specialty instructions, indexed addressing, and SLC specific constructs require manual conversion. The output produces "SLC-Type" tags that function correctly but should be restructured into native Logix tags for long term maintainability. Plan for manual code review and testing after every conversion.
The 1747-AENTR is an EtherNet/IP adapter module that installs in slot 0 of an SLC 500 chassis, replacing the CPU. It converts the entire rack into remote I/O controlled by a ControlLogix or CompactLogix processor over EtherNet/IP. The module supports 128 Logix communication connections and 64 TCP/IP connections through dual Ethernet ports at 10/100 Mbps. It draws 470 mA at 5 VDC (2.49 watts) from the backplane. It is compatible with SLC 5/02, 5/03, 5/04, and 5/05 racks.
Cost varies significantly based on the migration path, the number of racks, the I/O module mix, and whether legacy protocol cards need to be eliminated. A 5/05 CPU swap is the lowest cost option: one hardware component plus minimal engineering time. The 1747-AENTR path is moderate: the AENTR module itself plus code conversion engineering. A full CompactLogix or ControlLogix replacement is the highest cost: new controller, new I/O, rewiring, and full commissioning. The most useful comparison is migration cost versus unplanned downtime cost. At $260,000 per hour of unplanned manufacturing downtime, a single extended failure of an unsupported SLC 500 rack can exceed the total cost of migrating it to a supported platform.

There is no zero risk SLC 500 migration and no single path that fits every rack. The right approach depends on the specific hardware in the rack, the plant's downtime tolerance, the existing Logix architecture, and whether the rack needs to operate as a standalone system. But the cost of doing nothing is compounding every quarter. Parts are getting harder to find. Aftermarket prices are going up. Security exposure is growing. Every year the gap between the SLC 500 and the modern Logix platform widens.
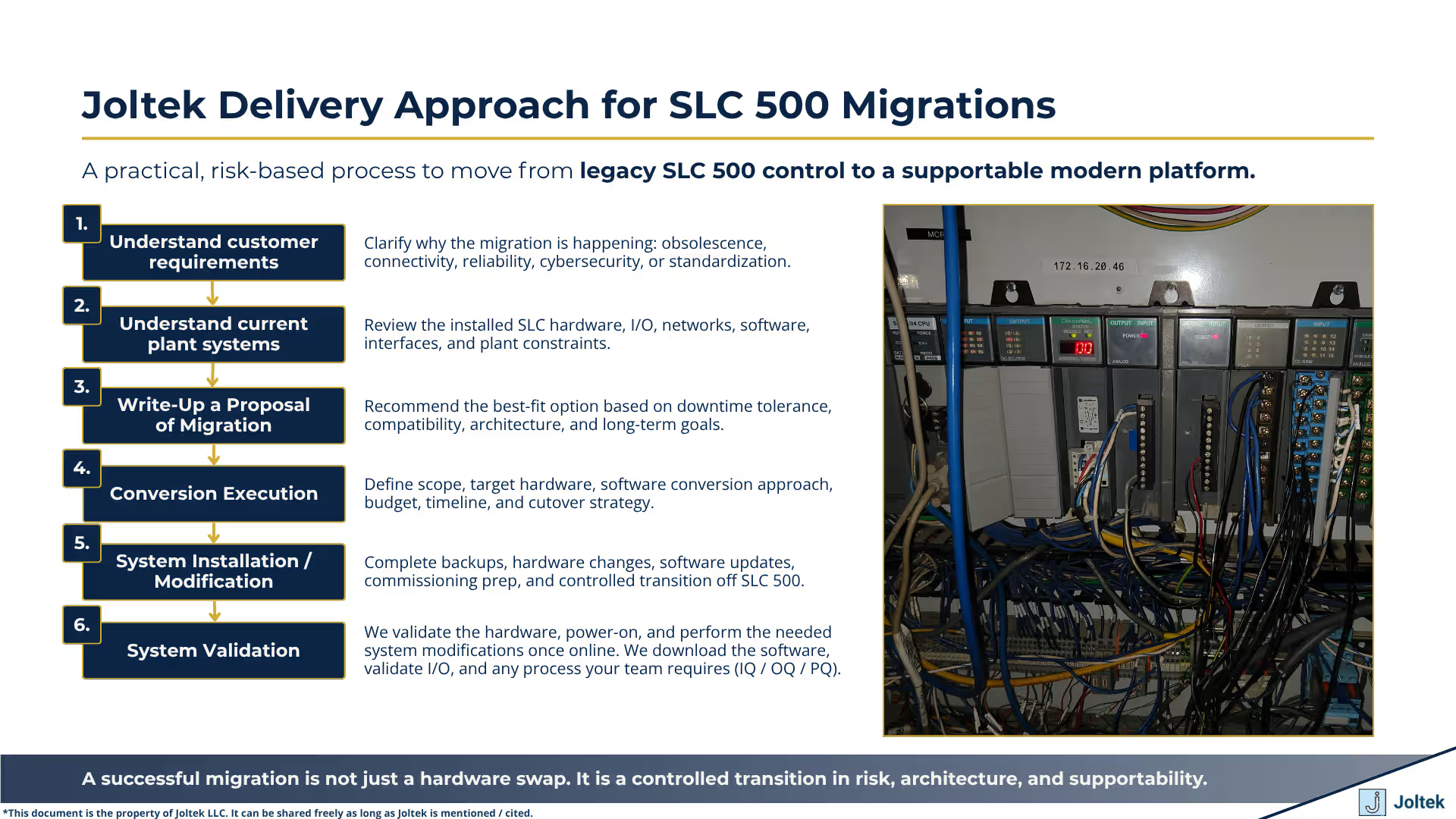
The practical first step is to inventory which SLC 500 racks are still in production, document the CPU and I/O configuration of each one, and determine which of the three paths applies. That assessment takes days, not weeks, and it gives you a concrete migration roadmap instead of a vague modernization plan.
If you are planning an SLC 500 migration and want a second set of eyes on your approach, Joltek can help you assess your installed base, select the right path for each rack, and plan the cutover. Book a modernization consultation to get started.

